




Mellanrullagerklossar av varmkvarnmaskin
GW precision mellanliggande rullager chock Fördelar:
intelligent CNC-tillverkningsutrustning med hög precision, högteknologisk personal, moget bearbetningssystem, strikt kvalitetskontrollprocess, utmärkt produktionsledningsprocess, är garantin för produkter av hög kvalitet.
För att bättre säkerställa kvaliteten på produkter med mellanliggande rulllager, förutom den vanliga storleksinspektionen, köpte företaget en högprecisions-mobil brotyp tre-positions standardmätmaskin, detekteringsnoggrannheten upp till 2 mikron nivå, för att säkerställa den absoluta inspektionsgrunden för olika delars storlek och beteendetoleransinspektion.
- Guangwei Precision
- Luoyang, Kina
- Avtalsbestämmelse
- Den årliga kapaciteten för stålspole är 4000 stycken
- information
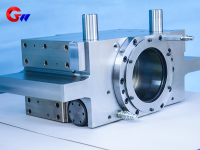
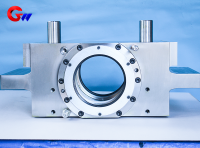
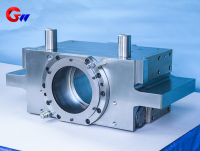
Mellanrullagerklossar av varmkvarnmaskin
Den mellanliggande rulllagerklossen i varmvalsverket är en nyckelkomponent i varmvalsningsproduktionslinjen, som huvudsakligen används för att stödja och fixera mellanvalsen, motstå enorm rullkraft, slagkraft och högtemperaturmiljö.
Tillämpningsscenarier förmellanliggande rullagersätei varmvalsverket
arbetsmiljö
Hög temperatur: Under varmvalsprocessen kan valsverkets temperatur nå över 800 ℃, och lagersätet måste motstå strålningsvärme och ledningsvärme.
Hög belastning: kan motstå rullande krafter (upp till tusentals ton) och frekventa stötbelastningar.
Dammigt/fuktigt: Rullande kylvatten och järnoxidbeläggning är benägna att invadera, vilket kräver hög tätnings- och korrosionsbeständighet.
Funktionskrav
Noggrann positionering: Säkerställ parallelliteten och valsnoggrannheten för valsverksvalsarna.
Slitstark och utmattningsbeständig: förlänger livslängden och minskar underhållet av stillestånd.
Smörjgaranti: Ett högtryckssmörjsystem (som oljeluftsmörjning) krävs för att minska friktion och slitage.
Värmebehandlingsprocess för mellanliggande rullagersäte i varmvalsverk
Värmebehandling är ett nyckelsteg för att förbättra den mekaniska prestandan hosmellanvalslagersäten, vanligtvis inklusive följande steg:
Förbehandling (normalisering eller glödgning)
Eliminera inre spänningar i smide eller gjutgods, förfina kornstorleken och förbered för efterföljande bearbetning.
Släckning+härdning (härdnings- och härdningsbehandling)
Släckning: Uppvärmning till en kritisk temperatur (som 850-900 ℃) och sedan snabb kylning (vattensläckning eller oljesläckning) för att erhålla en martensitisk struktur med hög hårdhet.
Tempering: Mediumtemperaturhärdning (400-600 ℃) används för att balansera hårdhet och seghet och undvika spröda brott.
Ytförstärkning (valfritt)
Induktionshärdning: Lokal härdning av lagerkontaktytan för att förbättra slitstyrkan.
Förkolning/nitrering: lämplig för höglegerat stål, förbättrar ythårdhet och utmattningsbeständighet.
Avspänningsglödgning
Efter precisionsbearbetning utförs lågtemperaturglödgning (200-300 ℃) för att eliminera bearbetningsbelastning.
GW Precision tillverkning alla typer av mellanlager och andra precisionsdelar för kvarnen.
GW-precisionmellanliggande rullagersäte fördelar:
intelligent CNC-tillverkningsutrustning med hög precision, högteknologisk personal, moget bearbetningssystem, strikt kvalitetskontrollprocess, utmärkt produktionsledningsprocess, är garantin för produkter av hög kvalitet.





