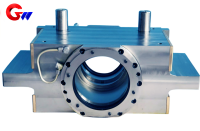


Varmvalsningsmaskin på drivsidans mellanliggande rullagerblock
Kärnfunktionen hos det mellanliggande rullagersätet på varmvalsverkets drivsida
Stöd och positionering: Fixera den mellersta rullen noggrant, bär rullkraften och överför den till ramen.
Kraftöverföring: Anslut kraftöverföringsaxeln eller växellådan på drivsidan för att överföra motorns vridmoment till valsverket.
Smörjning och tätning: Integrerat oljeluftssmörjsystem för att förhindra kylvatten och oxidbeläggningar från att komma in i lagren.
- GW Precision
- Luoyang, Kina
- Avtalsbestämmelse
- Årlig kapacitet är 1000 stycken
- information
Varmvalsningsmaskin på drivsidans mellanliggande rullagerblock
Det mellanliggande rullagersätet på varmvalsverkets drivsida är en av kärnans komponenter i valsverket, som huvudsakligen används för att stödja och placera mellanvalsen, motstå höga belastningar, stötar och värmeledning under valsprocessen.
Användningsscenarier för mellanliggande rullagersäte på drivsidan för varmvalsverk
arbetsmiljö
Hög temperatur (rullningszonen kan nå 800-1200 ℃), hög luftfuktighet (kylvatten/smörjmedel), högt damm
Kan motstå rullande krafter (upp till tusentals ton), växlande belastningar och vibrationer
Långsiktig kontinuerlig drift krävs, med en kort underhållscykel (vanligtvis synkroniserad med rullbyte)
Funktionskrav
Håll lagerspelet noggrant för att förhindra rullavböjning
Led effektivt lagervärme (undvik överhettningsfel)
Motståndskraft mot slitage och mikrorörelseslitage (lager- och säteshålets yta)
Kompatibel med hydrauliskt bockningsvalssystem (vissa modeller kräver extra axiell kraft)
Prestandaegenskaper för det mellanliggande rullagersätet på varmvalsverkets drivsida
textur av mellanrullagers sätesmaterial:
Gjutstål (ZG35CrMo eller ZG42CrMo): Balanserande styrka och gjutningsbearbetbarhet.
Smidet stål (34CrNiMo6): används för modeller med ultrahög belastning, med bättre utmattningsmotstånd.
Intern kylkanal: cirkulerande vatten eller luftkylning för att minska lagertemperaturökningen.
Företaget har bildat en uppsättning mogen mekanisk bearbetningsteknik för produktion av mellanliggande rullagersäte genom ackumulering av långvarig erfarenhet:

1、 Vertikalt bearbetningscenter:Enligt vyn form fräsdjup 5 mm för att hitta den positiva remmen (varje sida har plats för 1,5-2 mm); rengör och ta bort den skarpa kanten för inspektion. (första delen för inspektion)
2、 Horisontell borrmaskin :Det har visat sig att en marginal på 1,5 -2 mm är reserverad för varje yta på det normala bältet, och marginalen på spåret i vyn är 1,5-2 mm; marginalen på hålet i hålet är 3-4 mm; längden på varje hål är 2-3 mm; och den genomskinliga kanten används för att ta bort den vassa kanten på graden för inspektion. (första delen för inspektion)

I produktionsprocessen av valsverk med sätesböjning av rullblock och andra produkter sammanställs det optimerade bearbetningsprogrammet av dator och processplanen är rimligt arrangerad, vilket säkerställer att produktkvaliteten på drivsidans mellanliggande rullagerblock når den internationella förstklassiga standarden.