




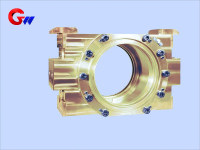

Kallvalsverksmaskin på arbetssidans mellanliggande rullagerblock
Material och värmebehandling av det mellanliggande rulllagersätet på kallvalsverkets driftsida
Manövreringssida Mellanliggande rullager Blockkroppsmaterial:
Höghållfast gjutjärn (HT300/HT350) eller gjutstål (ZG310-570), med en draghållfasthet på ≥ 500MPa.
Det slitstarka fodret är tillverkat av brons (ZCuAl10Fe3) eller polymerkompositmaterial (som PTFE-modifierat material).
Värmebehandling:
Gjutgods kräver åldringsbehandling (för att eliminera inre stress) och högfrekvent härdning av kritiska kontaktytor (hårdhet HRC45-50).
- GW Precision
- Luoyang, Kina
- Avtalsbestämmelse
- information
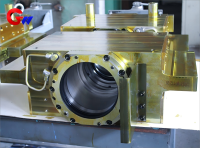
Kallvalsverksmaskin på arbetssidans mellanliggande rullagerblock
Mått och toleranser för mellanliggande rullagerblock
Hål för lagerinstallation:
Beroende på typen av lager (som TQO-serien med fyra rader koniska rullager) är toleransen vanligtvis H6 (inre hål) eller js6 (yttre diameter).
Krav på ojämnhet: Ra för den lagermotverkande ytan är ≤ 0,8 μm, och Ra för den icke-matchande ytan är ≤ 3,2 μm.
Positioneringsnoggrannhet:
Rundheten på det inre hålet i lagersätet är ≤ 0,008 mm, och koaxialiteten är ≤ 0,015 mm/500 mm.
Passningsavståndet med rullhalsen: 0,05-0,10 mm (med tanke på termisk expansion).

CNC-bearbetningsprogrammering
Programmerare använder PC-simuleringsbearbetning för att köra program, optimera bearbetningslinjer och rimligt arrangera bearbetningsverktygen, så att bearbetningen av arbetsstycket blir mer exakt med snygga och vackra knivlinjer.
Högprecisionsbehandlingsutrustning
CNC horisontellt bearbetningscenter, CNC vertikalt bearbetningscenter, femaxligt omfattande bearbetningscenter och annan högprecisionsbearbetningsutrustning säkerställer noggrannheten hos Operate Side Intermediate Roller Bearing Block produktbearbetningsstorlek, säkerställer också att den komplexa strukturen av arbetsstycket kan bearbetas smidigt och exakt.

Tillverknings- och monteringsprocess av Operate Side Intermediate Roller Bearing Block Bearbetningsteknik:
CNC-borr- och fräsmaskin för bearbetning av lagerhål (IT6-nivånoggrannhet), honing eller slipning för slutbearbetning.
Positionsfelet för bulthålen är ≤ 0,05 mm för att säkerställa exakt dockning med ramen.
Monteringskrav:
Justera lagrets föråtdragningskraft enligt tillverkarens specifikationer (såsom axiell föråtdragningskraft på 8-12kN).
Använd hydrauliska muttrar för installation för att undvika stötbelastningar.
Kvalitetsprocesskontroll
Från bearbetning av blank, feldetektering, värmebehandling till produktionsprocessen, har varje process inspektörer att kontrollera, kvalificerade inför nästa processbearbetning.
Inspektion och provning
Strikta inspektions- och testprocedurer är vår kvalitetssäkring. Varje mellanliggande rullagerblock har en komplett uppsättning kemisk sammansättningsanalysrapport, värmebehandlingsrapport, feldetekteringsrapport, dimensionstolerans, form- och positionstoleransinspektionsrapport (tre koordinater och andra precisionsinspektionsinstrument säkerställer noggrannheten av bearbetningsstorleken), som alla är spårbara och spårbara.

Smörjning och tätning av det mellanliggande rullagersätet på kallvalsverkets manöversida
Smörjsystem:
Koncentrerad tunn oljesmörjning (tryck 0,3-0,5 MPa, flödeshastighet 30-50L/min), eller oljeluftsmörjning (oljedroppsvolym 5-10 droppar/min).
Smörjoljans viskositet: ISO VG 68-100 (vid 40 ℃).
Tätningsdesign:
Kombinationstätning (labyrinttätning+fjäderförstärkt läpptätning), dammtät standard ISO 4406 18/16/13.
Tätningsmaterial: Högtemperaturbeständig fluorgummi (FKM) eller polyuretan (PU).





