




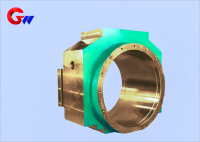
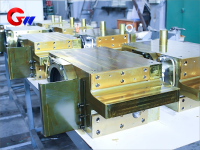
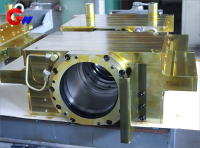
Varmvalsverksmaskin för att fungera sidoarbete Valsvalsverksblockaxel
Vårt företag har DMG DMF1800*600 femaxligt bearbetningscenter, horisontellt bearbetningscenter, vertikalt bearbetningscenter, portalbearbetningscenter och högprecisionsinspektion med tre koordinater.
Work Roller Rolling Mill axelblock är en av GW precisionsnyckelprodukter.
- GW Precision
- Luoyang, Kina
- Avtalsbestämmelse
- Den årliga kapaciteten för stålspole är 4000 stycken
- information
Varmvalsverksmaskin för att fungera sidoarbete Valsvalsverksaxelblock
(Lämplig för varmvalsande produktionslinjer av plåt och band/sektionsstål)
1、Applikationsscenarier
1. Kärnfunktioner
Rullpositionering och kraftöverföring:
Upprätthåll arbetsrullens stabilitet under inverkan av rullkraft (max 30MN) och böjkraft (± 1000kN)
Uthärda den momentana stötbelastningen av bitande stål (slagkoefficient 2,0-3,5)
Värmehantering:
Vid arbete i en rullande temperaturmiljö på 400-800 ℃ kan den momentana yttemperaturen nå 300-450 ℃.
Behöver motstå periodisk termisk stress (>10 ⁵ cykler/år)
2. Typiska arbetsförhållanden för kvarnaxelblock
Mekanisk belastning: Hertz kontaktspänning 1000-1500MPa, vridningsvibrationsbelastning (kritisk hastighet bör undvika arbetshastighet 1,5-2,5 gånger)
Slitmiljö: Slipande partiklar av järnoxidskala (HV800-1100) + rullande smörjmedel högtemperaturförkolning
Materialval och optimering av Work Roller Rolling Mill axelblock
1. Basmaterial
Materialkvalitet, kärnfördelar, tillämpliga scenarier
50CrMoV högtemperaturhållfasthet (σ 0,2 ≥ 650 MPa vid 500 ℃) bred och tjock plåtvalsverk (valskropp>h3m)
Lågcykelutmattningsprestanda (Nf ≥ 5000 gånger vid Δ ε t=1%) av 38CrNiMoV höghållfast bandstål under valsning
H13 förbättrad värmebeständig sprickbildning (värmeledningsförmåga 24W/m · K) rostfritt stål varmvalsat
2. Viktiga förstärkningstekniker
Bärande yta:
Laserhärdning (härdande lagerdjup 2-3 mm, HRC54-58)
Plasmasprutning WC-10Co4Cr (porositet<0,8%)
Gängat anslutningsområde: borbehandling (Fe2B-skikt 50-80 μm)
3. Innovativa materialapplikationer
Gradient funktionell axel:
Kärna: 25Cr2MoV (hög seghet)
Yta: Stellite 21 (tålig mot slitage vid höga temperaturer)
Diffusionsbindning genom het isostatisk pressning (HIP)
3. Värmebehandlingssystem
Vakuumsläckning: 1020 ℃ × 3 timmar (kvävekylning)
Dubbel anlöpning: 560 ℃ × 4h+520 ℃× 6h (oljekyld)
Stabiliseringsbehandling: Djup kylning (-120 ℃ × 8 timmar) + åldrande (250 ℃ × 24 timmar)
4. Ytförstärkning
Kompositbearbetning:
Kulblästring (Almen styrka 0,4-0,45 mmN)
Jonisk sulfurisering (FeS-skikt 1-2 μm)
Lasertexturering (Sa=3–5 μm)
*Nyckelprocesser:
Konstant temperaturslipning av lagerposition (kylvätska 20 ± 1 ℃)
Elektrokemisk bearbetning av övergångsfilé (R vinkelnoggrannhet ± 0,05 mm)*
Typiska parametrar förArbete Roller Rolling Mill axelblock
Krav på parameterindikatorer
Axeldiametertolerans på φ 320 ± 0,008 mm
Hög temperatur kryphastighet ≤ 1 × 10 ⁻⁷ %/h (500 ℃/200 MPa)
Vibrationsacceleration ≤ 4,5m/s ² (ISO 10816-8)
Livslängden för denna axel i ett varmvalsverk är 2-3 år (med en årlig valskapacitet på 1,5-2 miljoner ton), och den kan förlängas till 5 år med gradientmaterial. Andelen termiska utmattningsfel är större än 60 %, och det nuvarande forsknings- och utvecklingsfokuset ligger på nanostrukturerade termiska barriärbeläggningar.



