







Gjutstålrulle av aluminiumbandskvarn testad av dynamisk balanseringsmaskin
Användning: Hylsa används ofta i aluminiumfolie, aluminiumplåt, rostfritt stålfolieband och andra industrier av folie, platta, tejprullning. Därför har vårt företag ett strikt krav på koncentrisk hylsa, dynamisk balans och andra krav.
Teknologi: Vårt företags ärmämne erhålls genom centrifugalgjutning.
GW -fördel:
1.Företaget har vår egen professionella bearbetning av design, utveckling och tillverkning, har också beprövad bearbetningsteknik.
2.Vårt företag har ett väl utvecklat ledningssystem. Samtidigt är våra anställda högkvalificerade och skickliga.
3.Företaget har ett perfekt ledningssystem för garantin för kundservice.
4.Våra kunder är redan spridda över hela Kina, och vår årliga produktionskapacitet för ärmen är 4000 uppsättningar per år.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Avtalsvillkor
- Årlig kapacitet för stålrulle är 4000 stycken
- information
Gjutstålrulle av aluminiumbandskvarn testad av dynamisk balanseringsmaskin
Material
| Ärm Material | Specifikation |
| 35NiCrMo | 565*505*1700 |
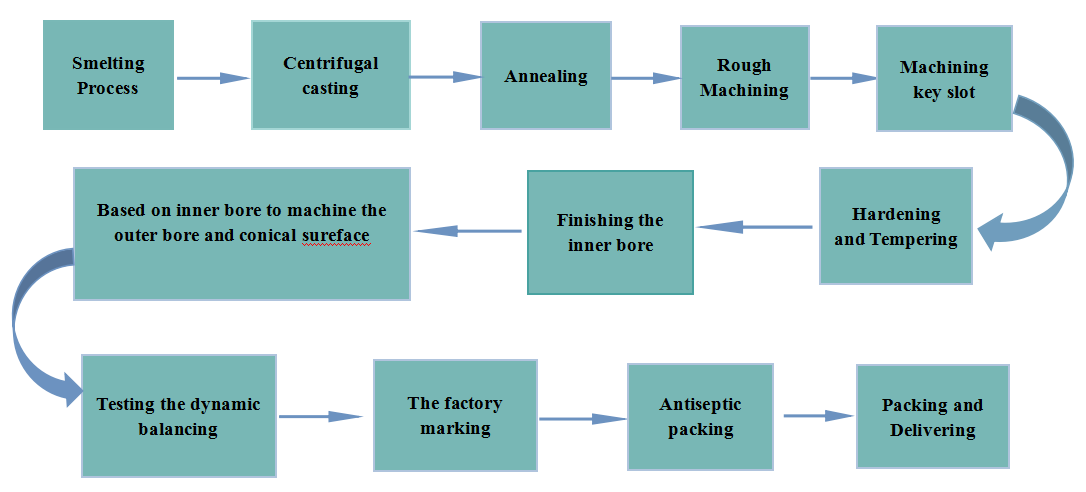
Produktprocess
1, Antar avancerad smält- och gjutteknik, utrustningen har noggrann inspektion för att säkerställa att den kemiska sammansättningen av hylsmaterialet är tillförlitlig och exakt, har också samma egenskaper.
2, Centrifugalgjutning antas för att garantera att hylsans inre och yttre yta är fri från defekter som sprickor, slaggintag, porer och sandhål.
3, Anta mogen värmebehandlingsteknik för att säkerställa de mekaniska egenskaperna hos stålhylsa.
Beskrivning av värmebehandling av stålhylsa
Vi kommer att genomföra värmebehandling strikt för stålhylsa som har den specifika efterfrågan på mekanisk egendom, även vid motsvarande testning av den mekaniska egenskapen, se till att varje produkt uppnår det bästa skicket och kundens goda resultat.

Spolarnas arbetsämne kommer att bearbetas på hålborrmaskinen, som utvecklades av vårt företag. I borrmaskinen kan hylsan justeras till koncentrisk både för bländarens främre och bakre ändar, för att uppnå smidig skärning och förbättra bearbetningsnoggrannheten. I skärprocessen fixeras arbetsstycket utan att rotera, och hur verktygsaxeln roterar för att skära det inre hålet undviker avsmalnande eller andra former. Smidig avlägsnande av spån under skärprocessen gör det möjligt att förbättra ytjämnheten och inte lätt att repa den bearbetade ytan.
När bearbetningen av hålborrningen är klar kommer spolen att bearbetas under det dubbla självcentrerande nc-maskinverktyget, i dubbel (detta verktygsmaskin är utvecklat efter många års erfarenhet av forskning av hög precision dubbel självcentrerande nc-verktygsmaskin ). På båda ändar av hylsan finns de hydrauliska stödchuckarna som snabbt kan lokaliseras i båda ändarna av det inre hålet och säkerställa att koncentriteten på båda ändarna av det inre hålet ligger inom den tillåtna toleransen; Maskinverktyget börjar bearbeta den yttre cirkeln och ser till att den inre och yttre cirkelns koncentricitet ligger inom det tillåtna toleransområdet. De koniska cirklarna av inre hål i båda ändar är också koncentriska inom den tillåtna toleransen.

Inspektion och provning
Strikta inspektions- och testförfaranden är vår kvalitetssäkring. Varje hylsa har en komplett uppsättning analysrapport för kemisk sammansättning, värmebehandlingsrapport, materialmekanisk analysrapport, dimensionstolerans, form- och positionstoleransinspektionsrapport, som alla har spårbarhet.







