






Gjutstålsspole som används i valsverksmaskin av kopparfolie
****************************** Fördelar med GWspool******************************
1, Vårt företag antar avancerad smält- och gjutningsteknik, med utrustningen har noggrann inspektion för att säkerställa att den kemiska sammansättningen av gjutstålhylsmaterialet är pålitligt och exakt, har också samma egenskaper.
2、Centrifugalgjutning används för att garantera att den inre och yttre ytan av gjutstålhylsan är fri från defekter som sprickor, slagginslutning, porer och sandhål.
3、Anta mogen värmebehandlingsteknik för att säkerställa stålhylsans mekaniska egenskaper.
Beskrivning av värmebehandling av stålhylsa:
Vi kommer att utföra värmebehandling strikt för gjutstålspoler som har den specifika efterfrågan på mekaniska egenskaper, även i motsvarande testning av den mekaniska egenskapen, se till att varje produkt uppnår bästa skick och kundernas goda resultat.
Vi använde vår oberoende dedikerade enhetshålsborrmaskin som är undersökt och utvecklad av oss själva, den får också det nationella patentet. Maskinen är försedd med bra styvhet, ingen återvändande klämma och maskin och hög noggrannhet vid bearbetning av bearbetning.
Genom kontinuerliga förbättringar bildade vårt företag ett integrerat processtekniskt system för att säkerställa koncentricitet, cylindricitet, grad av symmetri och dynamisk balans i hylsan.
Specifik noggrannhetstolerans och geometrisk noggrannhetstolerans är strikt enligt kundernas krav.
- GW Precision
- Luoyang, Kina
- Avtalsbestämmelse
- Den årliga kapaciteten för stålspole är 4000 stycken
- information
Gjutstålsspole som används i valsverksmaskin av kopparfolie
| Gjutstålspole | Material | Specifikation |
| Används i valsverksmaskin av kopparfolie | 35CrMoV | 565*505*1600 |
| 35CrMoV | 665*605*2000 |

Mekaniska egenskaper (härdad+härdad) hos gjutstålsspole
De typiska egenskaperna för Cr-Mo-V-legering efter värmebehandling är följande:
Typiska testförhållanden för prestandaindikatorer
Hårdhet HRC 48-52 vid rumstemperatur, Rockwell hårdhet (ASTM E18)
Draghållfasthet (σ ₆) 1500-1800 MPa draghållfasthet vid rumstemperatur (ASTM E8)
Sträckgräns (σ ₀) ₂) 1200–1400 MPa
Förlängning (δ) 10-15 % måttlängd 50 mm
Slagseghet 20-40 J/cm ² Charpy notch slagtest
Röd hårdhet: Hårdhet ≥ HRC 38 vid 600 ° C, testad efter 1 timmes underhåll av hög temperatur
Produktionsprocess för gjutning av stålspolar
Vi använde vår oberoende dedikerade enhetshålsborrmaskin som är undersökt och utvecklad av oss själva, den får också det nationella patentet. Maskinen är försedd med bra styvhet, ingen återvändande klämma och maskin och hög noggrannhet vid bearbetning av bearbetning. Genom ständiga förbättringar bildade vårt företag ett integrerat processtekniskt system för att säkerställa koncentricitet, cylindricitet, grad av symmetri och dynamisk balans hos gjutstålspolen. Specifik noggrannhetstolerans och geometrisk noggrannhetstolerans är strikt enligt kundernas krav.
Arbetsämnet för att gjuta stålspolar kommer att bearbetas på hålborrmaskinen, som utvecklades av vårt företag. I borrmaskinen kan hylsämnet justeras till koncentrisk av både främre och bakre ändar av öppningen, för att uppnå jämn skärning och förbättra bearbetningsnoggrannheten. I skärningsprocessen fixeras arbetsstycket utan att rotera, och sättet som verktygsaxeln roterar för att skära det inre hålet undviker felet av koniska eller andra former. Smidig borttagning av spån under skärningsprocessen gör det möjligt att förbättra ytans jämnhet och inte lätt att repa den bearbetade ytan.
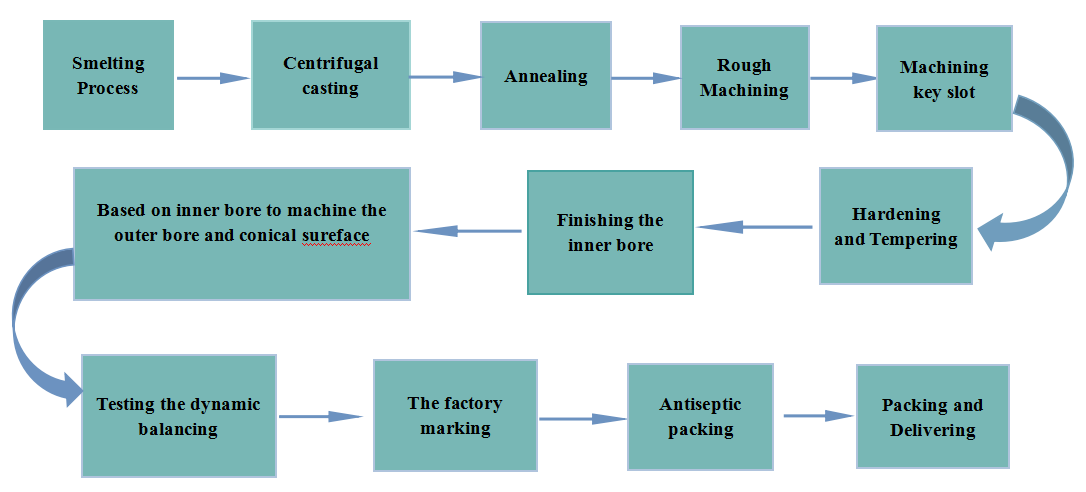
Efter att hålborrningsbearbetningen är klar kommer gjutstålspolen att bearbetas under dubbel självcentrerande nc-maskinverktyg, i dubbel (denna verktygsmaskin är utvecklad efter många års erfarenhet av forskning av högprecision stor storlek dubbel självcentrerande nc-maskinverktyg). På båda ändarna av hylsan finns de hydrauliska stödchuckarna som snabbt kan lokaliseras i båda ändarna av det inre hålet och säkerställa att koncentriciteten på båda ändarna av det inre hålet ligger inom den tillåtna toleransen; Verktygsmaskinen börjar bearbeta den yttre cirkeln och säkerställer att koncentriciteten för den inre och yttre cirkeln ligger inom det tillåtna toleransområdet. De koniska cirklarna av inre hål i båda ändar är också koncentriska inom den tillåtna toleransen.

Dynamiskt balanseringstest för gjutning av spolar
När det gäller inspektion, för att säkerställa kundernas fördelar och säkerställa bättre kvalitet på gjutstålspolprodukter, har vi genomfört olika tester på mekaniska egenskaper efter värmebehandling utöver konventionell dimensionell inspektion.Ringband dynamisk balanseringsmaskin kan vara 100% dynamisk balanseringstest.



