






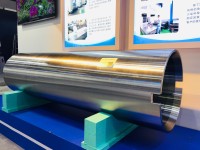
Härdat anpassat gjutstålspole av kallvalsat kiselstålspole
**********************************Fördelar med GW gjutstålspole************************************
1、Vi har strikta krav på hylsans koncentricitet, dynamisk balans och andra krav.
2. Vårt företags stålhylsämne framställs genom centrifugalgjutning.
3、Företaget har vår egen professionella bearbetning av design, utveckling och tillverkning, och har även beprövad bearbetningsteknik.
- GW Precision
- Luoyang, Kina
- Avtalsvillkor
- Årlig kapacitet för stålspolen är 4000 stycken
- information
Härdat anpassat gjutstålspole av kallvalsat kiselstålspole
Gjutstålspolmaterial | Specifikation |
35CrMoV | 565*505*1700 |
Användningsscenarier för anpassad 35CrMoV gjutstålspole för kallvalsad kiselstålspolhärdning
Kärnfunktioner
Stödrullar: tål högt radiellt tryck (upp till hundratals ton) och alternerande belastningar under kallvalsningsprocessen;
Överföringsmoment: Driv valsverket för att uppnå högprecisionsvalsning (bandtjocklekstolerans ± 1-3 μm);
Utmattnings- och slitstyrka: Lämplig för höghastighetsvalsning (300–800 rpm) och långvarig cyklisk belastning.
Typiska driftsförhållanden
Hög belastning: Kallvalsverket har en stor valskraft, och hylsan måste motstå extremt hög kontaktspänning;
Lågtemperaturmiljö: Kallvalsningstemperaturen är vanligtvis ≤ 120 ℃, men lokal friktionsvärme kan nå 200 ℃;
Smörjkrav: Kompatibel med valsolja för att undvika korrosion och adhesivt slitage.
Tillämplig utrustning
Fyrvals-/sexvals-kallvalsverk (såsom Sendzimir-verk, UC-MILL);
Högprecisionsvalsverk (t.ex. valsningsenheter för bilplåt och tennpläterad plåt).
Mekaniska egenskaper hos 35CrMoV (härdad och anlöpt: kylning + högtemperaturanlöpning) gjutstålspole
Typiska värdeteststandarder för prestationsindikatorer
Draghållfasthet (σ ₆) 900-1100 MPa GB/T 228.1 (ISO 6892)
Sträckgräns (σ ₀) ₂) 750–950 MPa
Förlängningshastighet (δ) ≥ 12 % med en mätlängd på 5d (där d är provets diameter)
Slagenergi (AKU) ≥ 50 J (vid rumstemperatur) GB/T 229 (ISO 148)
Hårdhet HRC 28-35 (härdat och anlöpt tillstånd) GB/T 230.1
Krympningshastighet i sektion (ψ) ≥ 45 %
Centrifugalgjutningsspolar används av GW Precision för att garantera att stålspolens inre och yttre yta är fri från defekter som sprickor, slagginklusion, porer och sandhål. Användning av mogen värmebehandlingsteknik säkerställer de mekaniska egenskaperna hos gjutningsspolen.

Beskrivning av värmebehandling av gjutstålspole
Vi kommer att utföra värmebehandling strikt för stålspolar som har specifika krav på mekaniska egenskaper, även vid motsvarande testning av mekaniska egenskaper, för att säkerställa att varje produkt uppnår bästa möjliga skick och kundernas goda resultat.

För bearbetning av innerhål i ultralånga stålspolar har vårt företag utvecklat och oberoende tillverkat en specialutrustning -- en självmatande djuphålsborrmaskin med variabel hastighet. Bearbetningen av den yttre cirkeln utförs i CNC-svarv för att säkerställa dimensionsnoggrannheten hos hylsans yttre cirkel. Genom kontinuerlig förbättring har vårt företag bildat en uppsättning perfekt bearbetningsteknik för att säkerställa gjutstålspolens koaxialitet, cylindrisk symmetri och dynamisk balans och andra tekniska indikatorer.



